
Address ng Kumpanya
6668, Seksyon 2, Qingquan Road, Qingbaijiang Dist., Chengdu, Sichuan, China






● Mga Parameter ng Produkto
| Modelo | TIG-200P ACDC | TIG-250P ACDC | TIG-300P ACDC | TIG-315P ACDC |
| Rated Input Voltage(VAC) | 1P 220 | 3P 380 | ||
| Power Factor | 0.8 | 0.8 | 0.9 | 0.9 |
| Rated Input Power(KVA) | 8.8 | 11.7 | 11 | 13.3 |
| Walang-Load na Boltahe(V) | 65 | 65 | 77 | 79 |
| Pinakamataas na Na-rate na Output(A/V) | 200/18 | 250/20 | 280/21.2 | 315/22.6 |
| Welding Current Range(A) | 10-200 | 10-250 | 10-280 | 10-315 |
| Max Output Current(A)(MMA) | 190 | 240 | 260 | 300 |
| Arc Start Mode | HF, hindi nagalaw | |||
| Mga Katangian ng Output | Palagiang-kasalukuyang katangian | |||
| Klase ng Enclosure Protection | IP21S | |||
| Cooling Mode | Sapilitang Paglamig ng Hangin | |||
| Duty Cycle(%) | 60 | |||
| Pangkalahatang Kahusayan(%) | 70 | 80 | ||
| Klase ng Insulation(%) | F | |||
| Net Weight(KG) | 13.75 | 19 | 19.9 | 29 |
| Dimensyon ng Machine(MM) | 375*425*225 | 475*235*410 | 475*235*410 | 510*265*470 |
● Argon arc welding equipment
Kasama sa argon arc welding equipment ang argon arc power supply, control system, welding torch, gas supply system at water supply system.
Ang pneumatic argon arc welding equipment ay batay sa kagamitan sa itaas, pagdaragdag ng wire feeder walking mechanism.Kapag ang manu-manong argon arc welding ay gumagamit ng maliit na hanay ng DC power supply, ang control system at water supply system ay maaaring tanggalin.
1) Arc welding power supply
Mayroong dalawang uri ng mga pinagmumulan ng kapangyarihan para sa manu-manong argon tungsten arc welding: AC at DC.Ang pagkakaiba sa uri at polarity ng power supply ay nagdudulot ng mga halatang pagkakaiba sa proseso, at kadalasang pinipili ayon sa materyal na hinangin.
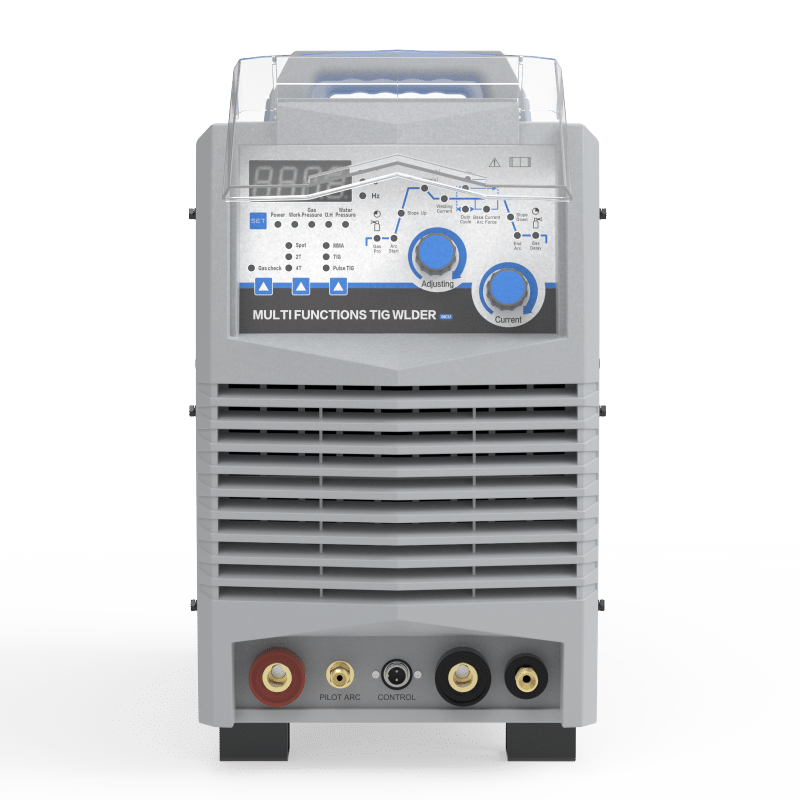
2) Sistema ng kontrol
Ang sistema ng kontrol ng manu-manong argon tungsten arc welding sa pangkalahatan ay kinabibilangan ng arc starting device, arc stabilizing device, electromagnetic gas valve, power switch, relay protection at indicating instrument at iba pang bahagi.Ang pagkilos nito ay kinokontrol ng mababang boltahe na switch na naka-install sa welding torch, iyon ay, ang mga pamamaraan ng pagtatrabaho ng bawat sistema ay kinokontrol sa pamamagitan ng intermediate relay, time relay at delay circuit sa control circuit.
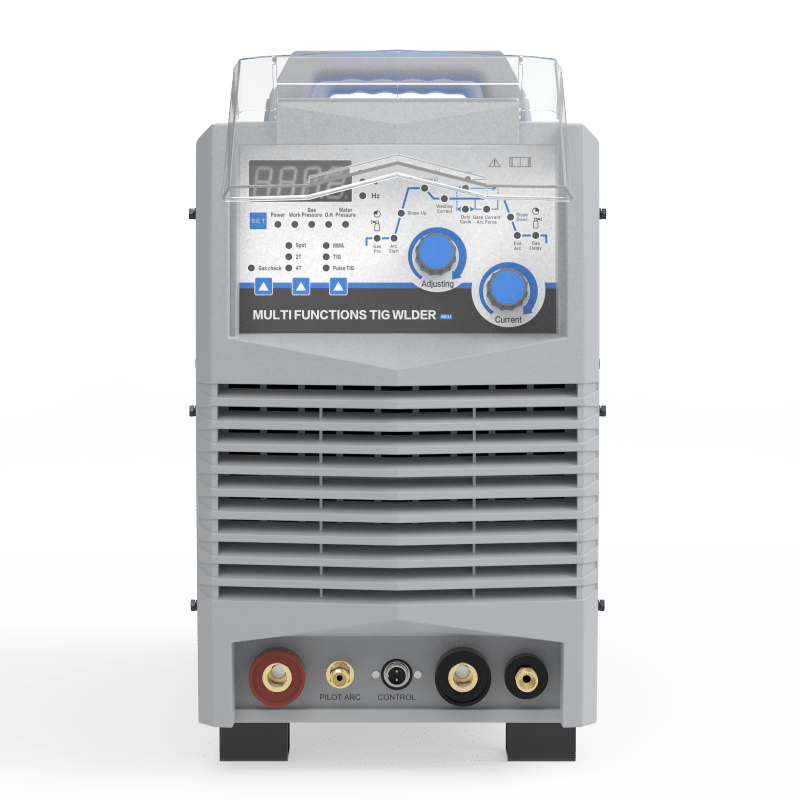
3) Welding torch
Ang welding torch ay pangunahing ginagamit upang i-clamp ang elektrod, isagawa ang welding current, ihatid ang shielding gas at kontrolin ang working system ng buong makina.Ang karaniwang ginagamit na manu-manong argon tungsten arc welding torch ay pangunahing binubuo ng isang torch body, isang nozzle, isang tungsten pole clamping device, isang cable, isang gas pipe, isang water pipe at isang pneumatic switch.Ayon sa iba't ibang daluyan ng paglamig, maaari itong nahahati sa paglamig ng tubig at paglamig ng hangin.
4) Sistema ng suplay ng hangin
Ang pag-andar ng sistema ng supply ng gas ay upang ipadala ang argon gas sa silindro ng bakal sa lugar ng hinang mula sa nozzle ng welding torch ayon sa isang tiyak na rate ng daloy, pangunahin kasama ang argon gas cylinder, pressure reducer, gas flow meter at electromagnetic gas balbula.
5) Sistema ng supply ng tubig
Ang sistema ng supply ng tubig ay pangunahing ginagamit upang palamig ang mga welding cable, welding torches at tungsten rods.Sa pangkalahatan, ang paglamig ng tubig ay hindi kinakailangan kapag ang welding current ay mas mababa sa 100A.Ang sistema ng supply ng tubig ay kinakailangang walang harang at magbigay ng tubig ayon sa tinukoy na presyon.Kadalasan mayroong switch ng presyon ng tubig sa sistema ng supply ng tubig, at ang function nito ay upang simulan ang welding machine kapag sapat na ang tubig;kung hindi, ang welding machine ay hindi maaaring simulan.Ito ay isang proteksiyon na aparato para sa welding machine, at hindi ito dapat maging short-circuited sa kalooban habang ginagamit, upang hindi masunog ang welding torch at cable.Ang sistema ng supply ng tubig ay walang mga espesyal na kinakailangan sa pinagmumulan ng tubig, at ang tubig ay maaaring ibigay ng circulating water tank o direktang konektado sa gripo.Ang mga tubo ng tubig ay dapat protektado mula sa pagyeyelo sa taglamig.
6) Kasalukuyang attenuation device
Kapag hinang ang hindi kinakalawang na asero at nickel-based na mga haluang metal sa pamamagitan ng manu-manong argon tungsten arc welding, madaling makagawa ng mga bitak ng burner sa dulo ng arko.Ang kasalukuyang attenuation device ay maaaring malampasan ang depektong ito.
7) Manu-manong tungsten argon arc welding
Pagpili ng manu-manong argon tungsten arc welding machine: Ang manu-manong argon tungsten arc welding machine ay pangunahing pinili ayon sa iba't ibang mga materyales sa hinang.Ang iba't ibang mga materyales sa hinang ay nangangailangan ng iba't ibang mga pinagmumulan ng kapangyarihan ng arc welding, kaya iba rin ang napiling manu-manong argon tungsten arc welding machine.Para sa high-alloy na bakal, hindi kinakalawang na asero, tanso, pilak, titan at iba pang mga metal at ang kanilang mga haluang metal, maaaring gamitin ang DC manual tungsten argon arc welding machine;para sa aluminyo, magnesiyo metal at ang kanilang mga haluang metal, AC welding machine ay maaaring gamitin upang alisin ang oxide film sa ibabaw ng weldment.O AC at DC manu-manong tungsten argon arc welding machine;Ang manu-manong tungsten pulse argon arc welding machine ay maaari ding gamitin para sa ilang ultra-manipis na bahagi, mga materyales na may mataas na sensitivity ng init at mga bahagi na mahirap i-welding.

6668, Seksyon 2, Qingquan Road, Qingbaijiang Dist., Chengdu, Sichuan, China
+86 18815073611
+86 13587752681